The Loln Electric LEWB0000111 Power Wave Communication Kit User Manual IM10421 Power Wave R450
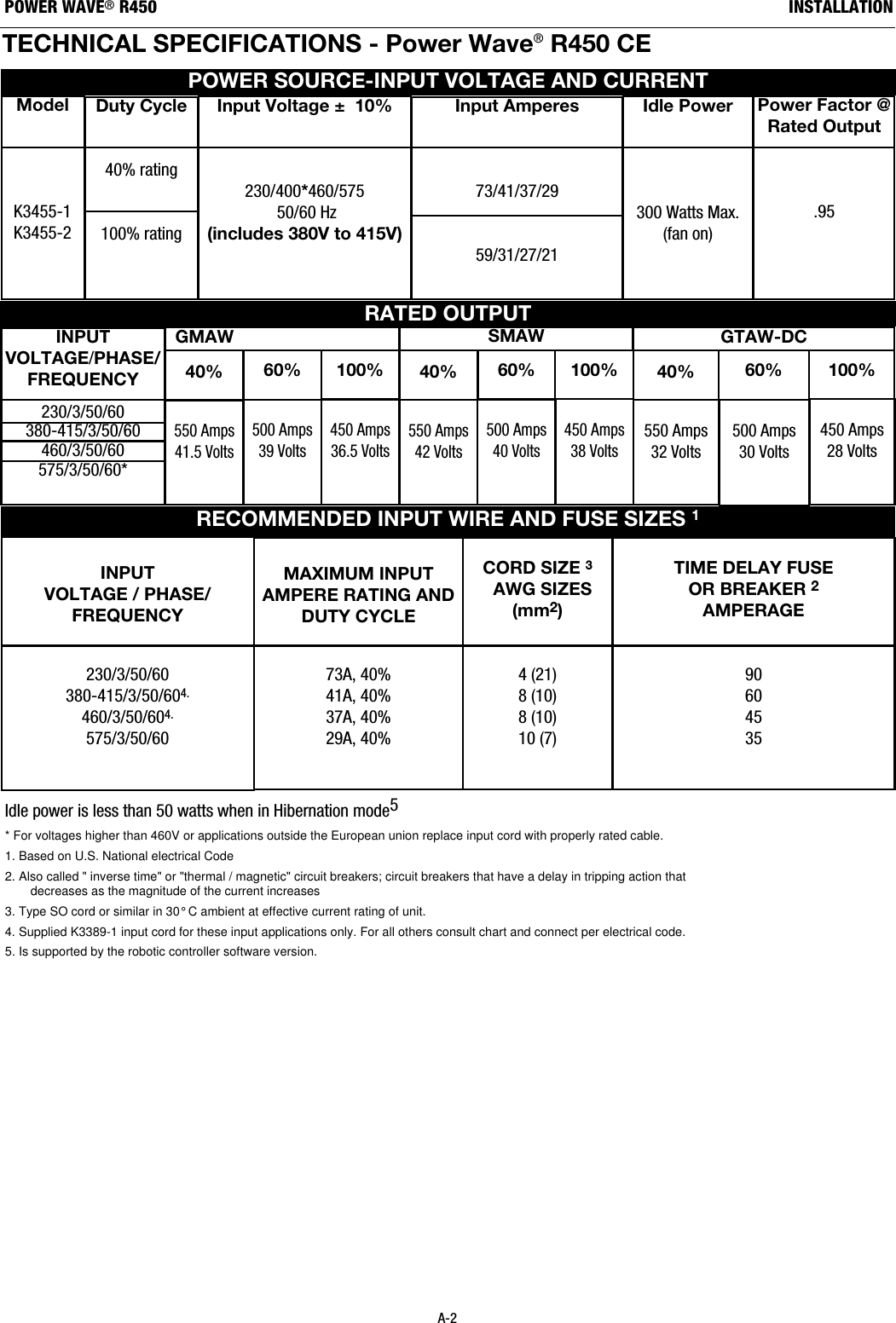
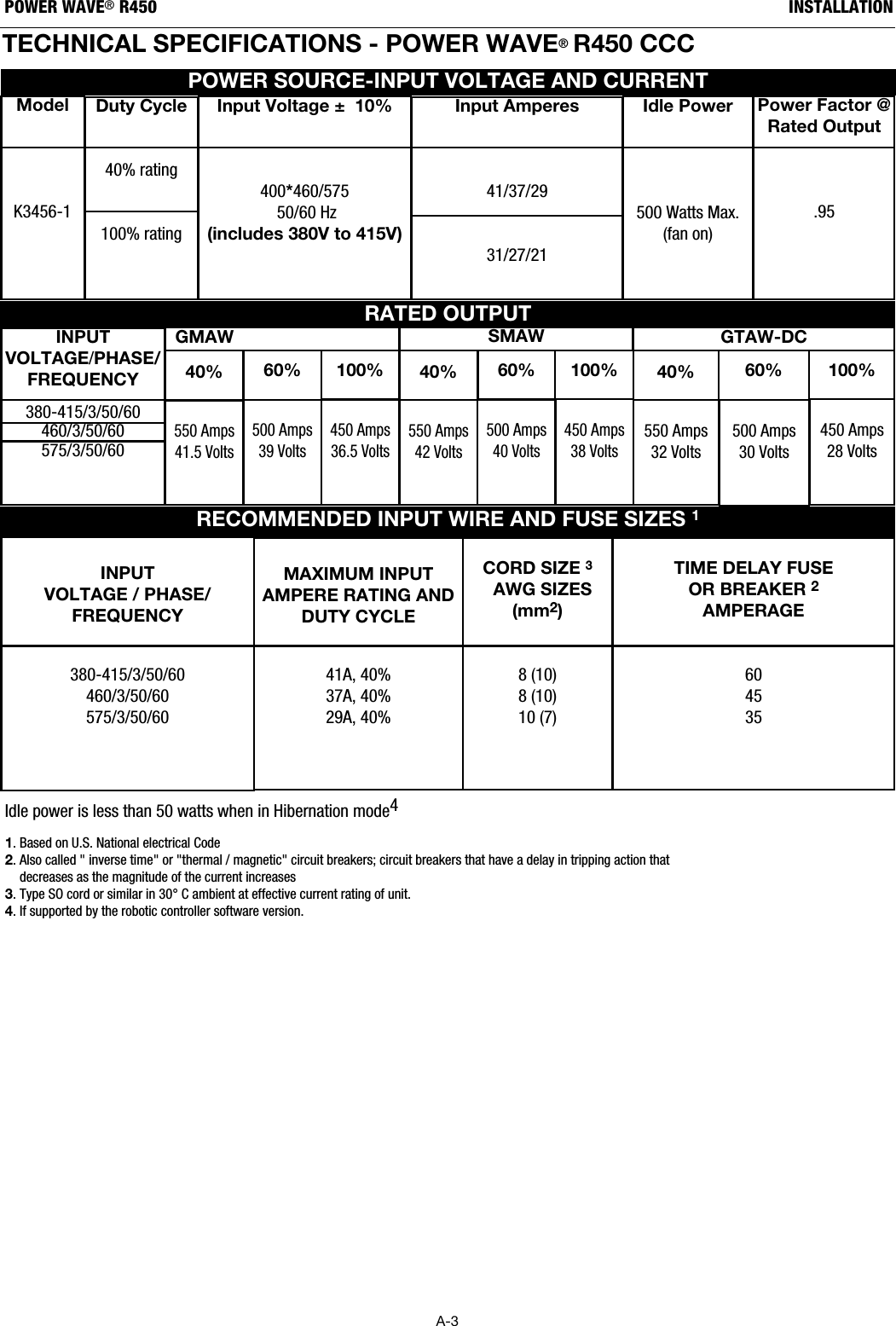
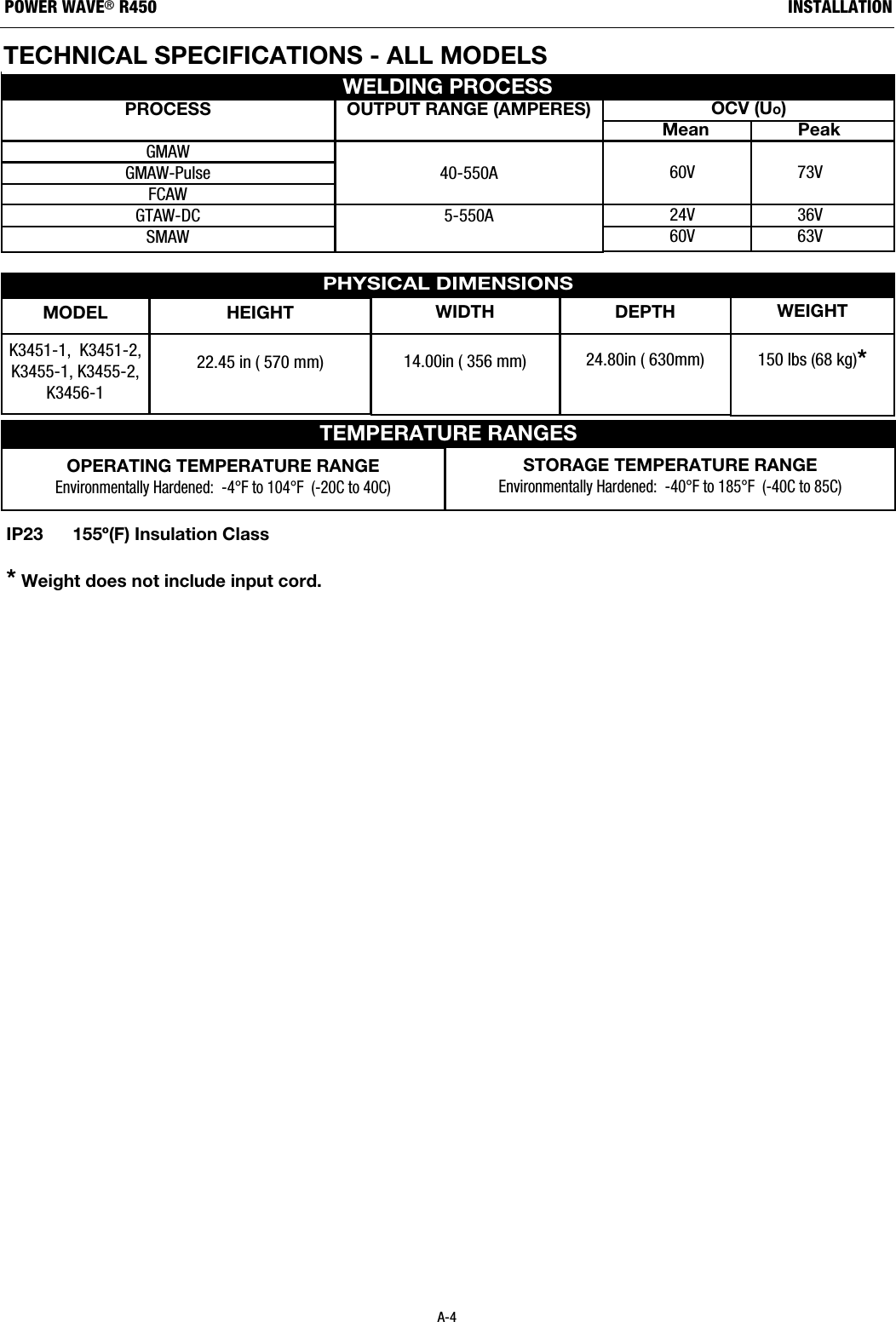
The Lincoln Electric Company Power Wave Communication Kit IM10421 Power Wave R450
UserManual.wiki
>
The Loln Electric
>
LEWB0000111 User Manual
User Manual
Navigation menu
Upload a User Manual
Namespaces
Wiki Guide
HTML
PDF
Info
Views
User Manual
Discussion / Help
Navigation